جناب اقا دکتر مانی زاده @Manizadeh
استاد محترم
با سلام و خسته نباشید
تقاضا دارم درخصوص KILLED شدن متریال های پروژه های NACE حاوی H2S راهنمایی بفرمایید.
من در استاندارد NACE MR 0175 دیدم که یسری عملیات حرارتی برای متریال های کربن استیل ضروری اعلام شده است اما در خصوص KILLED بود متریال الزامی ندیده ام.
1- ایا انجام تمامی عملیات های حرارتی نشان داده شده در تصویر برای متریال ها با الزام NACE MR0175 ضروی است؟ برای مثال تمام متریال های تمامی اقلام این کلاس ها NORMALIZED میشوند؟ ANNEALED هم می شوند؟
2-از طرفی در PMS تمامی پروژه NACE متریال پایه BASE MATERIAL :KILLED ذکر می شوند.
-رفرنسی برای KILLED بودن BASE MATERIAL وجود دارد ایا ضرورت خاصی برای ان وجود دارد؟
وقتی BASE متریال تمامی کلاس KILLED C.S ذکر می شوند این کلمه به کدام اقلام ان کلاس اشاره دارد؟
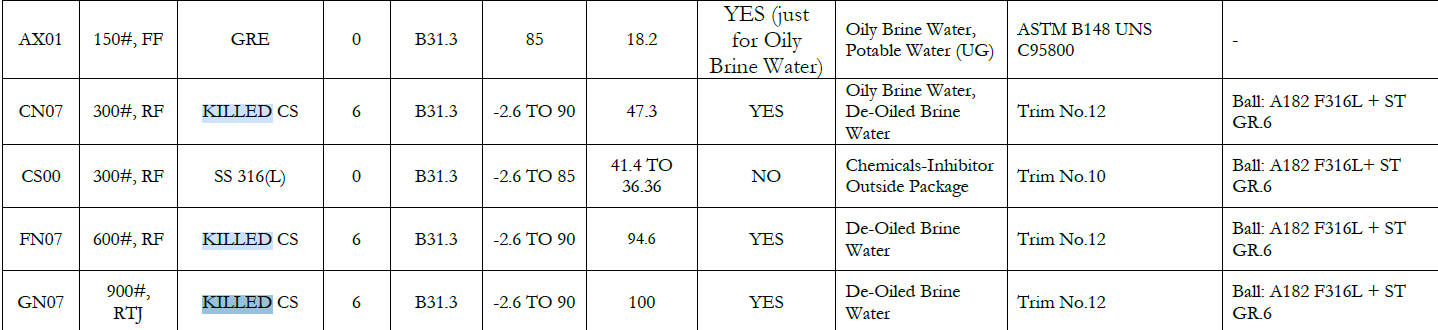
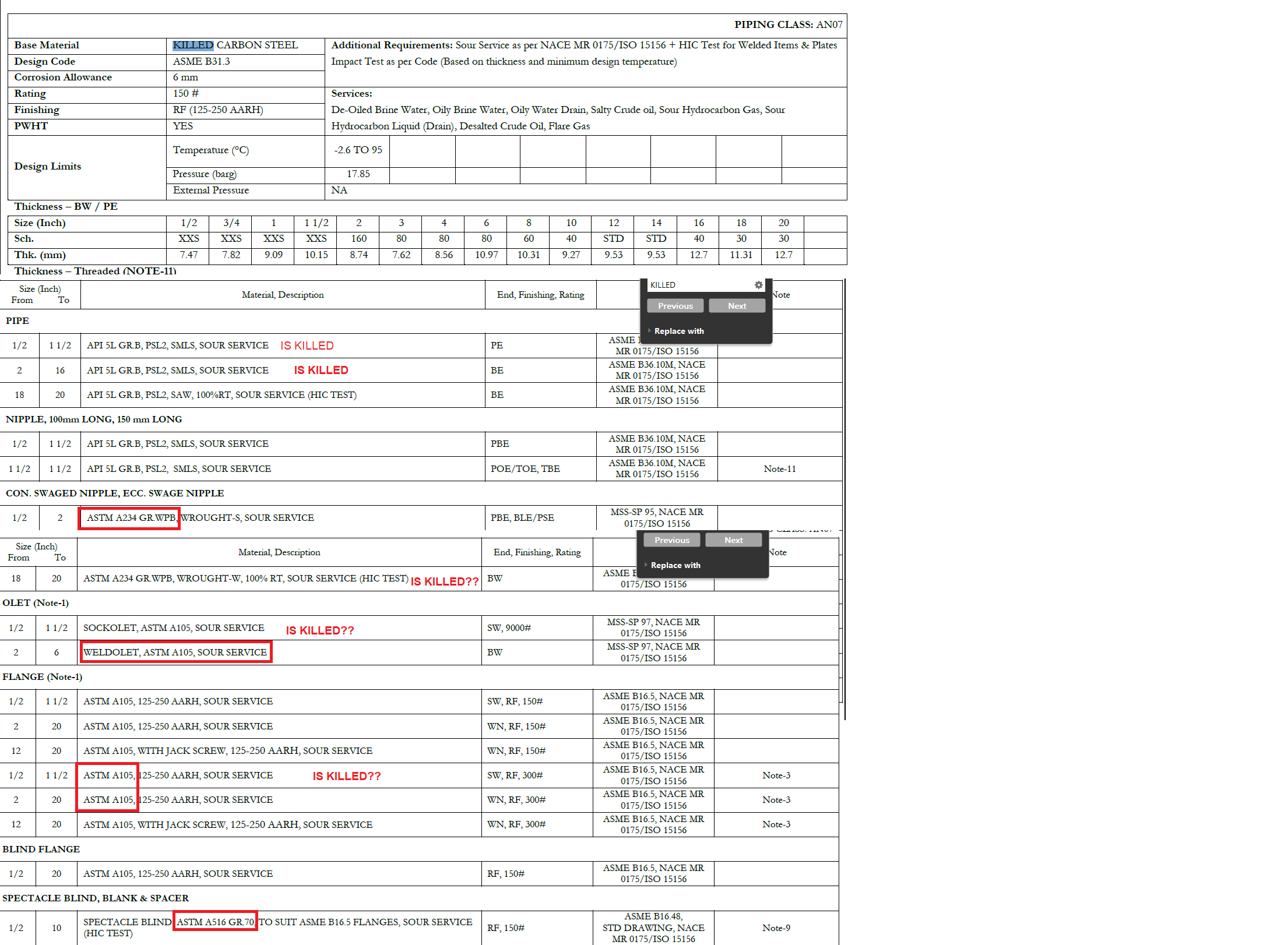
3-در کلاس های NACE با BASE MATERIAL ،KILLED فقط متریال لوله باید KILLED باشد؟ آیا در این کلاس فلنجA105 و FITTING ASTM A234 و حتی متریال شیر که A216 است نیز باید KILLED C.S. باشند؟ اگر پاسخ مثبت است، چطور میتوان متوجه شد که متریال سایر اقلام این کلاس KILLED انتخاب شده اند. چون در استاندارد ساخت انها مثل A105 برای فلنج چیزی ذکر نشده است
3-در تمامی کلاس های NACE مشاهده میکنم که تمامی لوله ها KILLED C.C انتخاب شده اند ( A106 و API 5L PSL2 که طبق استاندارد ساختشان KILLED هستند و مطابق با BASE MATERIAL ذکر شده در هر کلاس می باشند.)، اما در خصوص سایر اقلام این بند KILLED چطور خواهد بود؟
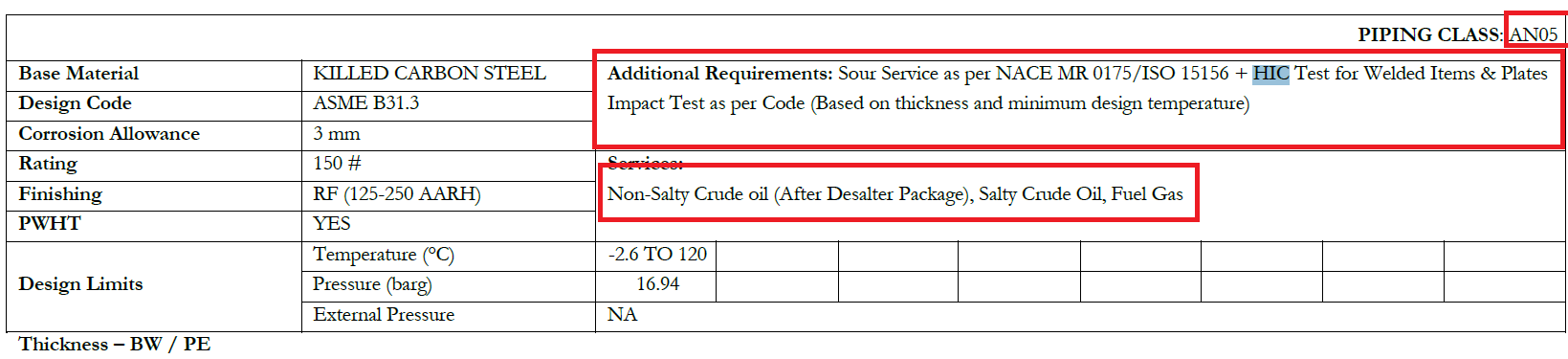
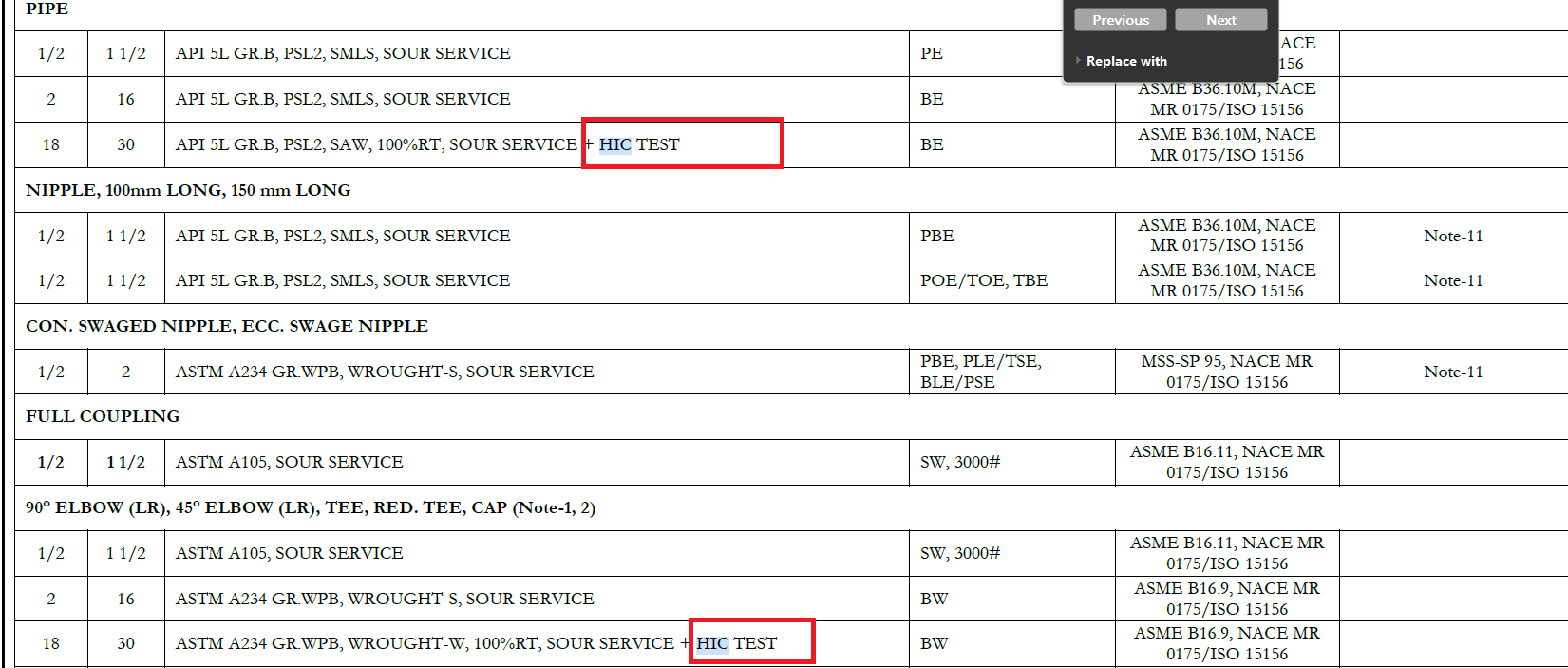
4-طبق تصویر PMS پیوستی دلیل ذکر HIC تست برای لوله های بالای 18 اینچ که جوشی هستند در کلاس های NACE چیست؟ ایا در این خصوص نیز رفرنسی وجود دارد؟
سلام و وقت بخیر
مطالب مورد نظر جنابعالی جز سرفصل دوره پایپینگ ما نیست ولیکن پاسخ سوالات خدمت شما ارسال میشود:
در پروژههای دارای سرویس ترش (Sour Service) حاوی H₂S، موضوع Killed بودن فولادها همواره مطرح است، اما لازم است تأکید شود که در استاندارد NACE MR0175 / ISO 15156 الزام صریح و مستقیمی مبنی بر اینکه کلیه متریالهای کربن استیل حتماً باید Killed Steel باشند، وجود ندارد. تمرکز اصلی این استاندارد بر کنترل مکانیزمهای آسیبزا مانند Sulfide Stress Cracking (SSC)، Hydrogen Induced Cracking (HIC) و Stress Oriented HIC بوده و الزامات آن بیشتر بر نتیجه نهایی متالورژیکی متریال استوار است تا روش تولید فولاد.
استاندارد NACE MR0175 بهطور مشخص بر محدودیت سختی، ریزساختار قابل قبول و انجام عملیات حرارتی مناسب برای فولادهای کربنی و کمآلیاژ تأکید دارد. به همین دلیل در این استاندارد الزام به عملیات حرارتیهایی نظیر Normalizing، Normalizing & Tempering یا Quenching & Tempering دیده میشود، زیرا این فرآیندها موجب حذف ریزساختارهای سخت و حساس مانند مارتنزیت و بینیت سخت، کاهش تنشهای پسماند و کنترل سختی میشوند. از دید NACE، مادامی که متریال الزامات سختی، ریزساختار و عملکرد در سرویس ترش را برآورده کند، روش فولادسازی بهصورت مستقیم ملاک پذیرش نیست.
با این حال، مفهوم Killed Steel بهصورت غیرمستقیم از طریق استانداردهای پایه متریال یا مشخصات پروژه وارد الزامات میشود. بسیاری از استانداردهای متداول مورد استفاده در صنایع نفت و گاز، نظیر ASTM A106، ASTM A105 و ASTM A516، فولاد را بهصورت Fully Killed الزام میکنند. بنابراین زمانی که این متریالها در سرویس ترش استفاده میشوند، الزام Killed بودن در واقع از استاندارد ASTM یا Specification پروژه ناشی میشود، نه از متن صریح NACE MR0175.
از منظر فنی، استفاده از Killed Steel در سرویسهای حاوی H₂S بهشدت توصیه میشود، زیرا فولادهای Fully Killed دارای ریزساختار یکنواختتر، جدایش کمتر عناصر، تخلخل کمتر و رفتار قابل پیشبینیتری در عملیات حرارتی و PWHT هستند. این ویژگیها باعث کاهش حساسیت متریال به پدیدههایی مانند HIC و SSC میشود و کنترل کیفیت متالورژیکی را در پروژههای حساس آسانتر میکند. به همین دلیل در بسیاری از مشخصات پروژهای، استانداردهای IPS و الزامات شرکتهای بینالمللی، شرط Fully Killed بودن فولاد بهعنوان یک الزام تکمیلی ذکر میشود.
در جمعبندی میتوان گفت که اگر یک متریال کربن استیل الزامات NACE MR0175 از نظر سختی، ریزساختار، عملیات حرارتی و در صورت نیاز آزمونهای Sour Service را برآورده کند، از دید این استاندارد قابل قبول است، حتی اگر الزام صریحی برای Killed بودن آن ذکر نشده باشد. با این وجود، درج الزام Fully Killed Steel در Specification پروژه یک رویکرد حرفهای، محافظهکارانه و همسو با تجربههای صنعتی است که بدون ایجاد مغایرت با NACE، ریسکهای متالورژیکی در سرویسهای ترش را به حداقل میرساند.
جناب اقای دکتر مانی زاده @Manizadeh
استاد گرانقدر
ضمن تشکر از توضیحات تخصصی جنابعالی و همراهي شما در همه شرايط
1-کدام استاندارد IPS به killed شدن متریال اشاره میکند؟
2-بر چه اساسی HIC TEST فقط برای اقلام جوشی و ورق ها spacer در PMS باید لحاظ گردد؟
برای فلنج موضوعیتدارد؟
ایا همیشه برای سرویس های ترش برای اقلام جوشی HIC تست ضروری است؟
3-بر خلاف A106 یا A350 یا API 5L PSL 2 یا A234 در ASTM A105 هیچ اشاره به ““KILLED بودن آن نشده””، با این وجود بر اساس ASTM “”"آیا A105 همیشه بصورت ""KILLED مي باشد ؟
طبق راهنمایی اینطور متوجه شدم ASTM A105 متریال killed هست؟ این مطلب درست آست؟ یا در صورت ذکر KILLED ،کیلد خواهد شد
٤-در خصوص بخش مدارك مهندسي، ايا امكن تعيين مقداد بيش از ١٠٠ درصد rt براي خطوط وجود دارد؟
طبق دستور العمل تست غير مخرب شركت نفت خطوط تعميري به ١٠٠ درصد RTنياز دارند
كه بايد بر حداقل rt مورد نياز ان بر اساس سرويس جمع شوند
با تشکر