سلام خدمت مهندس حقی عزیز
من آموزش cnc رو تهیه کردم و الان در کارم با یکسری مشکلات مواجه ام که در این آموزش وجود نداره. آیا امکان داره یک ضمیمه درست کنید به صورت تصویری راجع به منوی HMI در کنترلر زیمنس و زیر منوهاش و یکسری مباحث مهم راجع به ماشین کاری دوباره، مبحث IPM ، و آلارم های مهم مثل شکستن یک فرز و ماشین کاری دوباره از ابتدای همان فرز؟
ممنون
ماشینکاری دوباره : اگر منظورتون از این عنوان اجرای برنامه از یک بلوک خاص در برنامه است که در بحث block search توضیح داده شده
در مورد IPM اگر منظور شما Integral Plant Maintenance (IPM) است که اصلا تعمیر و نگهداری بحث تخصصی ما نیست و من وارد این بحث نمیشم . بحث اصلی ما ماشینکاری است
در مورد آلارم ها بدلیل مفصل بودن این پیام ها در کتاب مثلث نارنجی که به پیوست بسته ارائه می شود تعدادی مطرح و توضیح داده شده اند . اما شاید نیاز به بحث بیشتری باشد که قطعا در بخش های تعکمیلی بسته که برای آنها برنامه داریم مورد توجه قرار خواهند گرفت.
همینطور در مورد اجرای مجدد برنامه در صورت شکستن ابزار که سعی میکنیم در بخش های تکمیلی بسته در آینده آن را نیز مد نظر قرار دهیم
از دقت نظر شما سپاسگزارم
موفق باشید
1 پسندیده
سلام آقای سامان
اگر منظورتان آگاهی در مورد HMI پیش فرض سیستم (by default) آن هست که من در بسته هم از طریق sscnc و هم sinutrain تقریبا اکثر منوها رو توضیح دادم و کار کردیم.
اما اگر منظورتون پیکر بندی خاصی برای منوهای HMI هست یعنی میخواهید به منوها عناوین و وظایفی رو اضافه کنید ، بله این موضوع در بسته توضیح داده نشده به این دلیل که بحثی فوق تخصصی است و معمولا شرکت های ماشین ساز به آن احتیاج دارند(نه ماشینکارها) . بعلاوه این پیکر بندی نیاز به password های سطح بالا دارد که اگر در بسته تعریف شوند احتمال ایجاد مشکل از طرف افراد غیر متخصص برای ماشین خواهد بود . لذا من این بحث رو در بسته نمی آورم . اما اگر شما واقعا به این موضوع نیاز مبرم دارید (که بعید میدونم ماشینکارها نیاز داشته باشن) به این کتابچه راهنمای زیمنس مراجعه کنید
SINUMERIK 840Di sl/840D sl/840D
Base software and HMI Advanced
سلام مجدد
ممنون از پاسخ شما.
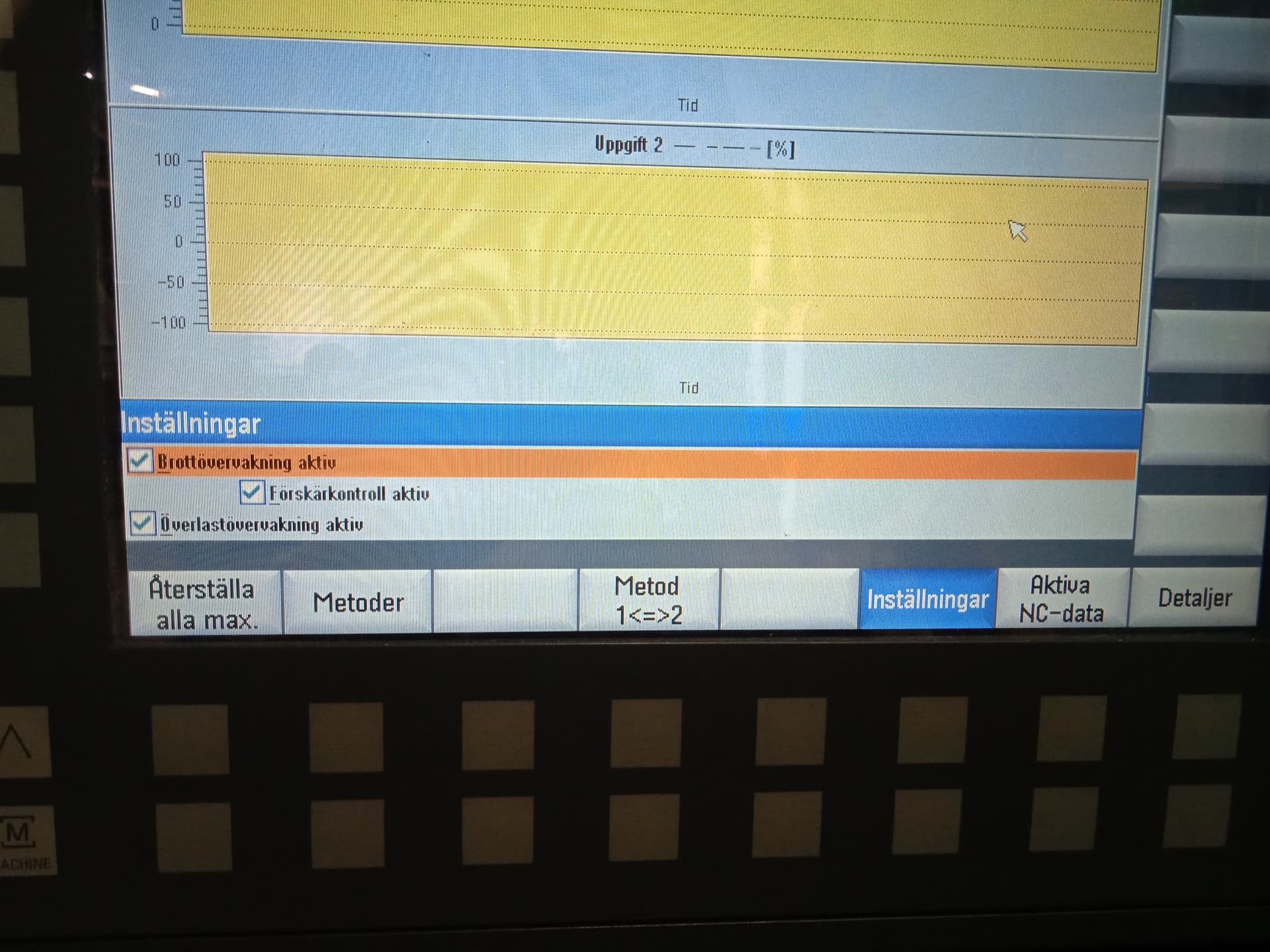
بله در مورد اجرای دوباره بلوک ها صحبت کردید اما منظور من اجرای مجدد از روی منوی HMI و بدون برنامه نویسی و بعد از شکستن یک ابزار است. یعنی بتونیم برنامه را با ابزار جدید یکبار دیگه اجرا کنیم. در ادامه همین موضوع کنترل کردن IPM(inches per minute) یا Feedهستش. البته شما در مورد Feedهم در آموزش توضیح دادین ولی در جایی که من کار می کنم بعد از شکستن ابزار از طریق منویIPM وضعیت ابزار جدید رو در اولین برش کنترل می کنند. که من عکس این منو رو براتون میفرستم البته به زبان سوئدی هستش. در واقع دلیل این کار رو که من پرسیدم اونها جواب دادند که در این منو کنترل می کنیم و اگر مشکل خاصی پیش بیاد در وضعیت این منو نمودار از حالت طبیعی خارج میشه. حالا میخواستم ببینم شما اطلاعات بیشتری در این مورد دارین؟ در واقع دنبال دلایل فنی بیشتر هستم.
ممنونم
سلام جناب سامان
همونطور که گفتم زیمنس این امکان رو به شرکت ماشین ساز میده که در hmi یک سری منوهای اختصاصی رو تعریف کنه
مثلا بعضی شرکت ها (مثل DMG آلمان) منویی رو اضافه کرده که اگر در حین پروسه تعویض ابزار سیستم reset بشه از طریق اون منو اپراتور بتونه مرحله به مرحله به جلو یا عقب بره و مشکل رو حل کنه
در مورد شکستن ابزار در حین کار دو حالت اتفاق میفته :
1- ابزار کلا از کار جدا میشه و در نتیجه توان مصرفی افت می کنه
2- ابزار با لبه شکسته درگیر کار میمونه و توان مصرفی افزایش غیر معقول پیدا میکنه
سازنده ماشیم میتونه سیستم مانیتورینگ توان مصرفی رو روی ماشینش نصب کنه و نتایج رو مانند تصویری که فرستادین کنترل کنه
اگر توان مصرفی از محدوده مجاز خارج بشه یعنی مشکلی پیش اومده
پس برای این موضوع سخت افزار خاصی باید به ماشین اضافه بشه
حالا ماشین چکار می کنه؟
اگر پیش بینی خاصی نشده باشه احتمالا میره به حالت emergence stop تا اپراتور بیاد ابزار رو عوض کنه و با block search برگرده به نقطه قطع interrupt pos.
یک پیشبینی خاص میتونه این باشه که سیستم کنترل توان مصرفی ، یک سیگنال برای PLC بفرسته و در ضمن زیربرنامه ای برای خروج retract اجرا کنه و ابزار از کار فاصله بگیره
تا اپراتور بیاد ابزار رو عوض کنه و با cycle start ابزار از طریق مد reposition برگرده به نقطه انقطاع و ادامه بده
اما اگر قراره ماشین در یک سیستم fms کار کنه و مثلا بدون اپراتور تولید کنه معمولا برای ابزاری که احتمال شکستنش میره یک ابزار جایگزی duplo تعریف میشه
اینجا در صورت دریافت سیگنال شکستن ابزار توسط plc زیربرنامه retract اجرا میشه و ابزار جایگزین میاد داخل اسپیندل و با reposition برمیگرده به نقطه قطع برنامه (یا کمی جلو تر) و برنامه رو ادامه میده بدون نیاز به حضور اپراتور
همه این حالت ها امکان پذیره اما باید توسط شرکت سازنده ماشین انجام بشه چون هم سخت افزار نیاز داره و هم دسترسی به برنامه PLC , و هم به پارامترهای ماشین machine data
ممنونم از توضیحات مفید شما.