معیارهای انتخاب طرح اتصال تیوب به تیوب شیت در مبدلهای حرارتی تیوب و پوسته بر اساس اپندیکس A استاندارد API 660-1 2020
![]() 1. در صورتی که احتمال خوردگی شیاری در سمت پوسته وجود دارد، حداقل 3 میلیمتر انتهایی تیوبها سمت پوسته باید اکسپند شود
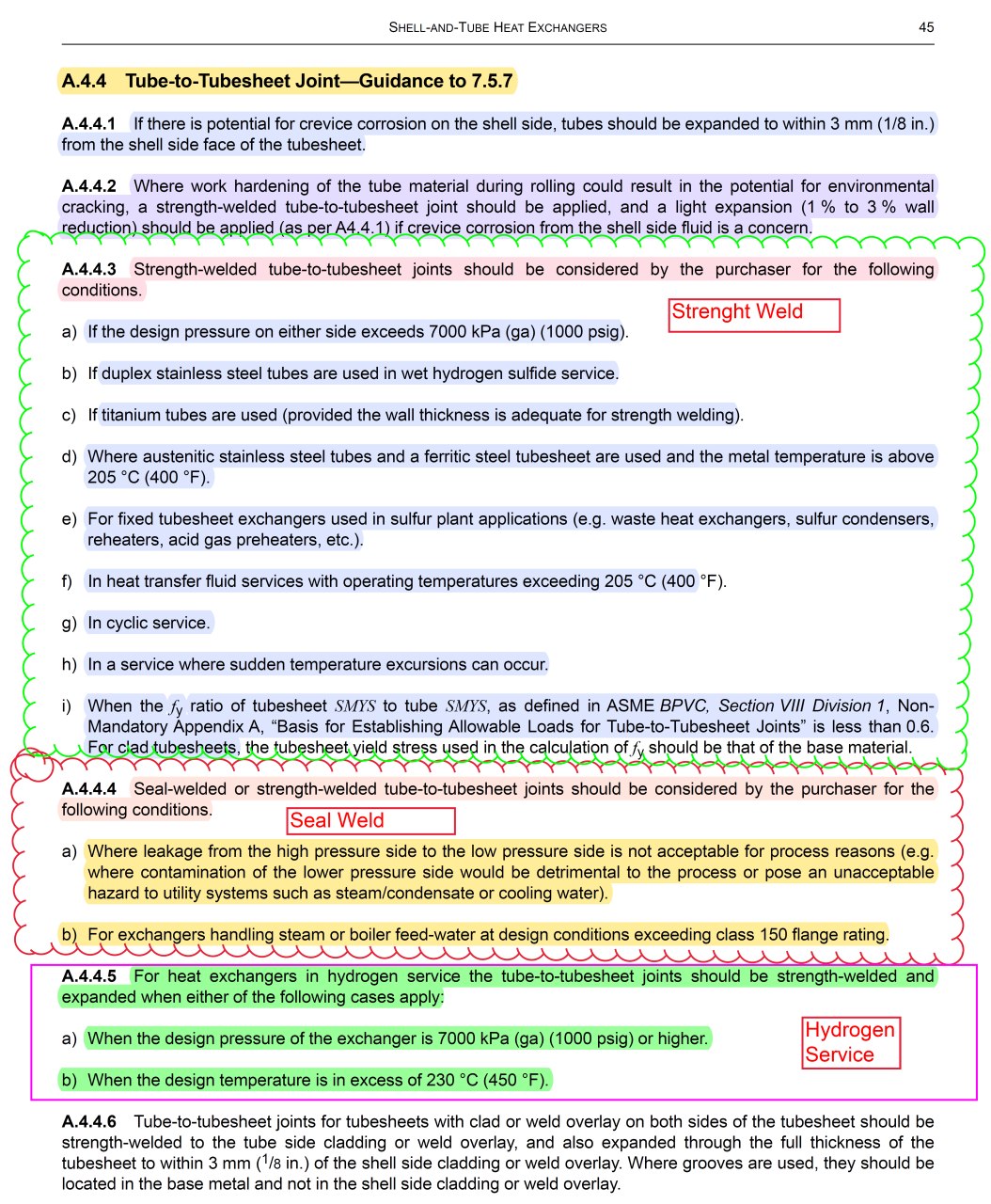
1. در صورتی که احتمال خوردگی شیاری در سمت پوسته وجود دارد، حداقل 3 میلیمتر انتهایی تیوبها سمت پوسته باید اکسپند شود
![]() 2. با توجه به کار سختی متریال ناشی از عملیات اکسپند و استعداد آن به ترک خوردگی تنشی القایی محیطی پیشنهاد می شود، از جوش استحکامی استفاده شود، که در این حالت نیاز به یک عملیات اکسپند خفیف (light expand) به میزان 1 الی 3 درصد ضخامت تیوبها می باشد.
2. با توجه به کار سختی متریال ناشی از عملیات اکسپند و استعداد آن به ترک خوردگی تنشی القایی محیطی پیشنهاد می شود، از جوش استحکامی استفاده شود، که در این حالت نیاز به یک عملیات اکسپند خفیف (light expand) به میزان 1 الی 3 درصد ضخامت تیوبها می باشد.
![]() 3- الزامات جوش استحکامی :
3- الزامات جوش استحکامی : ![]() برای شرایط زیر باید جوش استحکامی در نظر گرفته شود ( در نکته بعدی بر اساس ASME Sec VIII تفاوت جوش استحکامی و جوش آب بندی ) بررسی خواهد گردید :
برای شرایط زیر باید جوش استحکامی در نظر گرفته شود ( در نکته بعدی بر اساس ASME Sec VIII تفاوت جوش استحکامی و جوش آب بندی ) بررسی خواهد گردید :
![]() اگر فشار طراحی سمت تیوب یا پوسته بالاتر از 7000 psi باشد.
اگر فشار طراحی سمت تیوب یا پوسته بالاتر از 7000 psi باشد.
![]() در صورتی که متریال داپلکس در محیط سولفید هیدروژن تر به کار رفته باشد.
در صورتی که متریال داپلکس در محیط سولفید هیدروژن تر به کار رفته باشد.
![]() در صورت استفاده از تیوب تیتانیوم ( البته به شرط داشتن حداقل ضخامت کافی )
در صورت استفاده از تیوب تیتانیوم ( البته به شرط داشتن حداقل ضخامت کافی )
![]() در صورتی که تیوب فولاد زنگ نزن آستنیتی و تیوب شیت فولاد فریتی بوده و دما بالاتر از 400 فارنهایت باشد
در صورتی که تیوب فولاد زنگ نزن آستنیتی و تیوب شیت فولاد فریتی بوده و دما بالاتر از 400 فارنهایت باشد
![]() مبدلهای حرارتی fixed tube sheet در پلنت های گوگردی نظیر کندانسورهای گوگرد:zap:، ری هتیر و پیشگرم کن های اسید گاز
مبدلهای حرارتی fixed tube sheet در پلنت های گوگردی نظیر کندانسورهای گوگرد:zap:، ری هتیر و پیشگرم کن های اسید گاز
![]() دمای طراحی بالاتر از 205 درجه سانتی گراد
دمای طراحی بالاتر از 205 درجه سانتی گراد
![]() سرویس های سیکلی ( دمایی - فشاری ) : اختلاف دما بالاتر از 93 درجه سانتی گراد یا دامنه نوسان فشاری بالاتر از 20 درصد فشار طراحی و تعداد سیکل بالاتر از 150 سیکل در سال ( تقاطع ضربدری به API 571 و API 579 )
سرویس های سیکلی ( دمایی - فشاری ) : اختلاف دما بالاتر از 93 درجه سانتی گراد یا دامنه نوسان فشاری بالاتر از 20 درصد فشار طراحی و تعداد سیکل بالاتر از 150 سیکل در سال ( تقاطع ضربدری به API 571 و API 579 )
![]() در سرویس های با شوک حرارتی
در سرویس های با شوک حرارتی
![]() فاکتور Fy نسبت استحکامی تسلیمی تیوب شیت به تیوب مطابق انکس A از Div1 ، کمتر از 0.6 باشد
فاکتور Fy نسبت استحکامی تسلیمی تیوب شیت به تیوب مطابق انکس A از Div1 ، کمتر از 0.6 باشد
![]()
![]() 4. الزامات جوش آب بند : تحت شرایط زیر بسته به نظر کارفرما می بایست از طرح اتصال جوش آب بند یا جوش استحکامی استفاده نمود:
4. الزامات جوش آب بند : تحت شرایط زیر بسته به نظر کارفرما می بایست از طرح اتصال جوش آب بند یا جوش استحکامی استفاده نمود:
![]() زمانی که نشتی از سمت پرفشار به سمت کم فشار به دلایل فرایندی مجاز نباشد به عنوان مثال زمانی که به دلیل اختلاط و آلودگی سیال کم فشار، منجر به آسیب یا مخاطرات گردد، نظیر استیم کندانسور و آب خنک کننده، رجوع شود به خوردگی آب خنک کننده استاندارد API 571
زمانی که نشتی از سمت پرفشار به سمت کم فشار به دلایل فرایندی مجاز نباشد به عنوان مثال زمانی که به دلیل اختلاط و آلودگی سیال کم فشار، منجر به آسیب یا مخاطرات گردد، نظیر استیم کندانسور و آب خنک کننده، رجوع شود به خوردگی آب خنک کننده استاندارد API 571
![]() مبدلهای حرارتی مربوط به بخار و یا آب ورودی بویلر با rating شرایط طراحی فلنج بالاتر از 150
مبدلهای حرارتی مربوط به بخار و یا آب ورودی بویلر با rating شرایط طراحی فلنج بالاتر از 150
![]()
![]() 5. سرویس های هیدروژنی : برای سرویس های هیدروژنی در صورتی که یکی از شرایط زیر برقرار باشد، باید ترکیب اکسپند و جوش استحکامی به کار رود:
5. سرویس های هیدروژنی : برای سرویس های هیدروژنی در صورتی که یکی از شرایط زیر برقرار باشد، باید ترکیب اکسپند و جوش استحکامی به کار رود:
![]() فشار طراحی مبدل بالاتر از 7000 psi باشد
فشار طراحی مبدل بالاتر از 7000 psi باشد
![]() دمای طارحی بالاتر از 230 درجه سانتی گراد باشد.
دمای طارحی بالاتر از 230 درجه سانتی گراد باشد.
![]() 6. تیوب شیت دارای کلد :
6. تیوب شیت دارای کلد :
در صورتی که هر دو سمت تیوب شیت دارای کلد یا جوش روکشی باشد، باید دارای جوش استحکامی در سمت تیوب بوده و هم چنین تمام طول تیوب درون تیوب شیت نیز اکسپند تا 3 میلیمتری سمت پوسته اکسپند گردد. در صورت استفاده از شیار (serration ) باید در فلز پایه تیوب شیت بوده بوده و در سمت پوسته نیز نباشد.