@vahhab.rastar
استاد محترم
با سلام و احترام
طی دوره دچار ابهاماتی در خصوص مفاهیم زیر شدم تقاضا دارم در این خصوص راهنمایی ساده تر بفرمایید
1- در مقایسه با ساختار فریت (BCC) بنظر می اید در ساختار گاما/ آستنیت، کم بودن فاصله بین اتمی باعث سختی بیشتر فلز بشه حال به چه دلیلی با کاهش فاصله بین صفحات اتمی فلز، علی الرغم قوی تر شدن پیوند های بین اتمی، به نیروی کمتری برای شکل پذیری و حرکت بین صفحات نیاز است ؟ و فلز نرم تر خواهد بود
2-ممکن فرق استحاله نفوذی و غیر نفوذی بفرمائید
3-
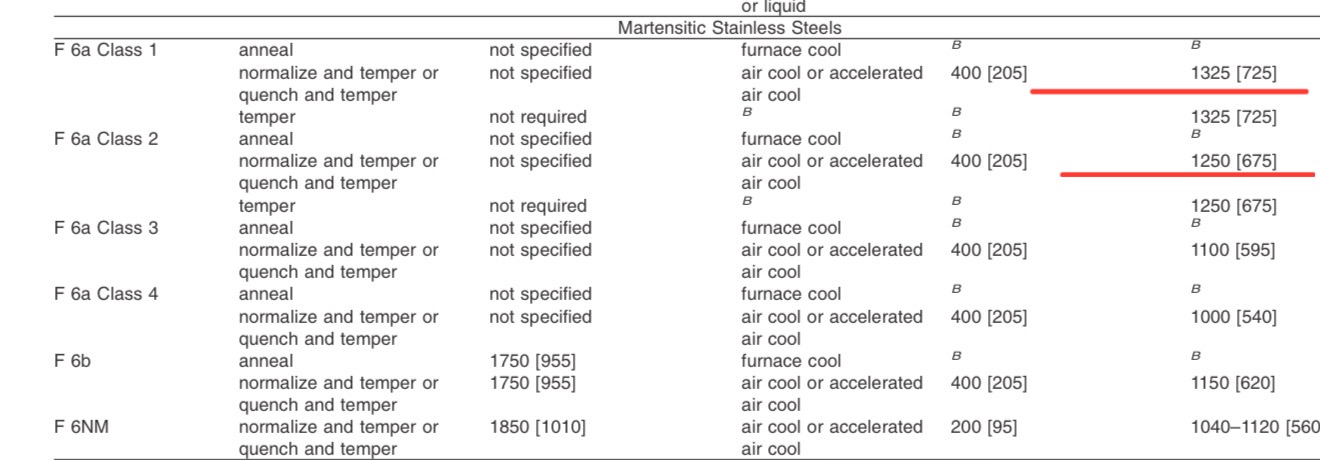
( متریال A182 F6a:
Class 1 و Class 2)
این متریال trim شیر های gate ball ,… میباشد(بعنوان هارد فیس بر روی قسمت wedge یا ديسك و سیت نشیمن دیسک كه تحت سايش هستند)
-در صورت امکان، راهنمایی بفرمایید کدام کلاس/ کدام دمای تمپرینگ (مقدار بیشتر یا کمتر) متریال فوق، برای الف)سیال با دما ٢٠٠-٢٥٠ درجه و ب)سرويس با دمای بالا و ترش H2S مناسب خواهد بود چرا
سلام مهندس من در جریان دوره ای که شما شرکت کرده اید نیستم و خوشحال میشم بدونم چه دوره ای بوده.
در رابطه با مسئله اولی که مطرح فرموده اید همونطور که میدونید سختی در فلزات به دلیل وجود نابجایی ها اندازه گیری میشه و هرچه این میزان بیشتر باشه سختی هم بیشتره و به نظرم به نزدیک بودن فاصله بین اتمی ربطی نداره.
@vahhab.rastar
استاد محترم
با سلام و خسته نباشید
تقاضا دارم درخصوص kILLED بود متریال های پروژه های nace حاوی H2S راهنمایی بفرمایید
من در استاندارد NACE MR 0175 دیدم که یسری عملیات حرارتی ضروری است اما در خصوص KILLED بودن متریال الزامی ذکر نشده است.
اما در تمامی پروژه حاوی H2S متریال ها KILLED انتخاب می شوند. دلیل ان چیست ایا ضرورت خاصی برای ان وجود دارد؟
ایا وقتی BASE متریال یک کلاس KILLED C.S می باشد منظور چیست؟ ایا KILLED فقط به متریال لوله ان بر می گردد یا فلنج و فیتینگ های ان کلاس نیز باید KILLED باشند؟
1- سختي مقاونت در برابر فرورفتن جسم خارجي تعريف ميشه و مستقيم به شبكه كريستالي ربطي نداره. اما اگر منظورتون اينه كه چرا با وجودي كه شبكه FCC فشرده تر از BCC هست و حجم بيشتري از فضاي شبكه با اتم پر شده، شكل پذير تر از BCC هست بايد بگم كه همونطور كه در دوره توضيح دادم تغيير شكل پلاستيك يعني لغزش صفحات اتم روي همديگر (اين رو با پيوند بين اتمي اشتباه نگيرد چون پيوند اتم ها از نوع پيون فلزي و در تغيير فرم پلاستيك قبل از شكست اين پيوندها همچنان برقرارند). حال لغزش صفحات در ساختار FCC ساده تر از BCC است چون به زيان ساده شبكه پرتره و تعداد صفحات فشرده بيشتري وجود داره كه بشه با اعمال نيرو اون ها رو به لغزش وا داشت. در BCC تعداد صفحات كمتره و فاصله بين اتمي اون صفحات هم بيشتره و در نتيجه نيروي بالاتري نياز داره تا صفحه رو بتونه وادار به لغزش كنه، لذا در عمل شكل پذيري كمتره.براي برسسي بهتر ميتونيد اين مورد رو تو گوگل سرج كنيد تا به صورت سه بعدي براتون نمايش بده. يا در كتابهاي كريستالوگرافي مطالعه بفرماييد.
2- استحاله نفوذي يعني تغيير حالتي كه وابسته به حركت اتم ها (نفوذ) است و طبعا زمان لازم داره. مثلا وقتي شبكه اهن آستنيتي كه FCC است و با كاهش دما قراره تبديل بشه به آهن فريتي كه شبكش BCC هست، لازمه موقيعت مكاني اتم ها نسبت به هم جابجه بشه تا در مراكز هر اتم از موقعيت نظم FCC حركت كنه در موقعيت نظم BCC قرار بگيره. بنابراين اين حركت اتم ها يا صفحات اتم كه در واقع همون جابه جا شدن مركز هم اتم هست زمان بره و اصطلاحا اين جابجا شدن اتم هارو نفوذ ميگن. حالا چون اين تغيير حالت نياز به نفوذ داره بهش ميگن استحاله نفوذي. اما استحاله غير نفوذي هم داريم. مثلا همين آستنيت اگر كربن درش حل شده باشه و سريع سرد شه، شبكه FCC ميخواد به BCC تبديل شه و كربنها رو از داخل خودش با نفوذ حركت بده به بيرون اما چون زمان نيست و سريع سرد شده كربن ها داخل شبكه به زور حبس ميشن و ديگه چون جا ميگيرن نميزارن شبكه كامل مكعبي BCC بشه و در واقع يك يال شبكه طولاني تر ميشه و مكبعب نميشه بلكه مستطيل ميشه. چون نفوذ نتونسته انجام شه و سريع اتفاق افتاده بهش ميگن استحاله برشي.
3- در مورد سرويس ترش سوالتون احتياج به جواب طولاني تر و فهم مسئله گاز ترش داره. در اين مورد اگر با گاز ترش سر و كار دارد ميتونيد كتاب خود من رو با عنوان “انتخاب موا در سرويسهاي ترش” مطالعه بفرماييد تا كامل مسئله رو درك كنيد. اما به طور خلاصه در بحث گاز ترش هرچه سختي كمتر وضعيت بهتر بنابراين عمليات تمپر با دماي بالاتر چون به سختي كمتر منجر ميشه وضعيت بهتري داره. در مورد مثالي كه زديد كه يك فولاد زنگ نزن مارتنزيتي هست، Class 1 چون دماي تمپر بالاتري داره استحكام و سختي كمتر داره بنابراين مناسب تره. اما اين به اين معني نيست كه class 2 جواب نميده. بايد شرايط سرويس ترش شامل فشار جزئي، pH و… مشخص باشه تا ببينيم دقيق چطوريه. بعد هم متوجه دماي بالا و ترش نشدم. هرچه دماي سرويستون بالاتر باشه حساسيت به ترك SSC مياد پائين تر.
بله استاندارد الزامي به killed بودن نداره. اما چون فولادهاي killed آخال و ناخالصي رو كم مي كنن طبعا مقاومت به ترك HIC رو بالا مي برن. بنابراين اكثر اسپك ها الزام مي كنن متريال killed باشه.
براي اطلاعات بيشتر توصيه ام مطالعه كتاب “انتخاب مواد در سرويس هاي ترش بر مبناي NACE MR0175” هست كه نوشته خودمه.
killed بودن ربطي به شكل محصول نداره و نشون دهنده اكسيژن زدايي مذاب فولاده. حالا با اون مذاب ميشه ورق توليد كرد يا لوله يا هر محصول ديگري.